Industrial Automation for Manufacturing and Food Facilities
Manufacturing and food facilities rely on precision, consistency, and efficiency to keep products flowing safely and reliably. From managing raw ingredients to packaging finished goods, every stage of production must run smoothly to meet customer demand while meeting strict safety and compliance standards. Industrial automation is one of the most effective ways to accomplish this.
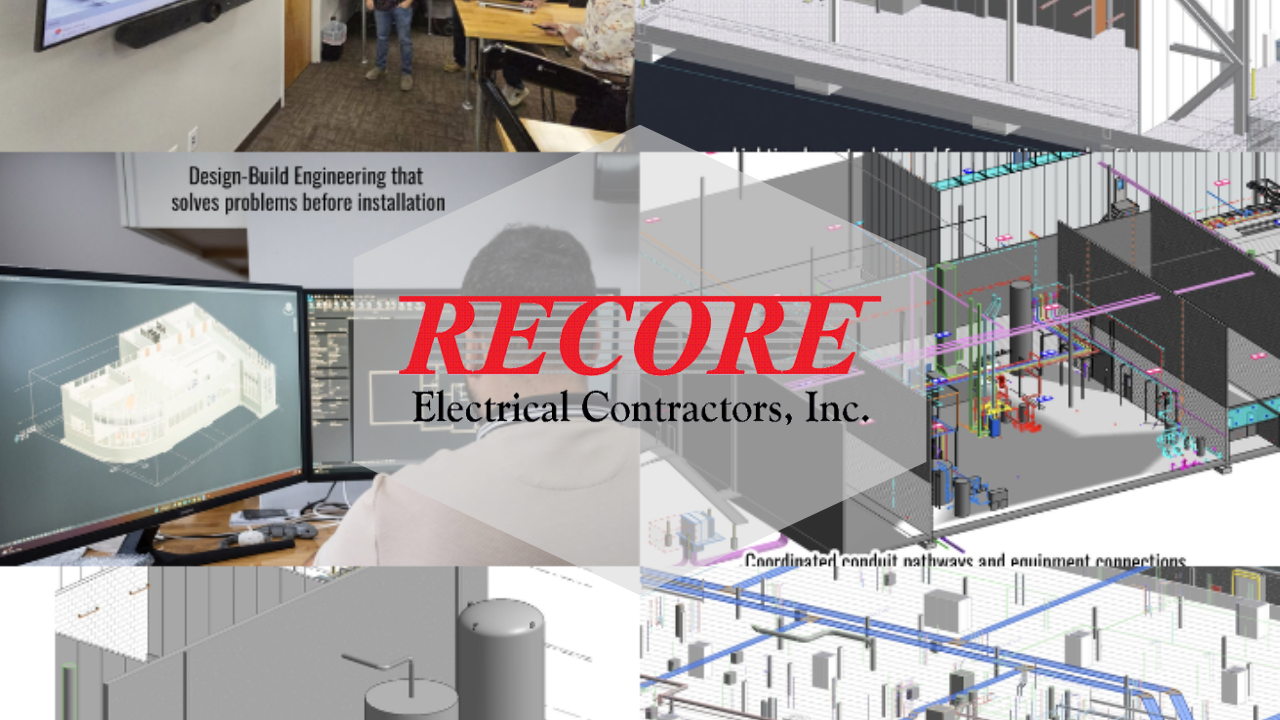
At Recore, we specialize in automation services that support both manufacturing operations and food processing facilities. Our services include raw material handling, custom automation, drive systems, batch weighing, pressure management, data generation, machine integration, and commissioning. From service to full process system design and integration, Recore delivers the expertise and talent to transform complex operations into streamlined, reliable, and data-driven systems.
What Industrial Automation Means for Manufacturing and Food Facilities
Industrial automation refers to using machines, controls, and digital systems to manage tasks that were once handled manually. In food and manufacturing facilities, this means everything from transporting raw materials, monitoring temperature and pressure, controlling mixing systems, and packaging products with exact accuracy.
For these facilities, automation is more than a convenience. It is an essential component of scaling operations while protecting workers, consumers, and product quality.
The Benefits of Automation in Manufacturing and Food Facilities
1. Consistency and Quality Control
For food processors, accurate batch weighing and reliable raw material handling prevent variation that can impact safety and flavor. In manufacturing, machine integration ensures that products are produced to exact specifications every time. Recore’s systems give facilities confidence that their output will meet customer expectations and industry regulations.
2. Compliance and Safety
Food and beverage facilities face some of the most rigorous safety requirements in any industry. Automated pressure management and real-time monitoring reduce risks, ensuring compliance with standards such as those from the Food and Drug Administration (FDA) . Similarly, manufacturing facilities benefit from automation that lowers worker exposure to hazardous environments, a priority supported by OSHA guidelines.
3. Increased Throughput and Efficiency
Custom automation and advanced drive systems reduce downtime and increase production speed. For both manufacturing and food facilities, this means meeting demand without sacrificing quality. Automation allows processes to run around the clock with fewer interruptions.
4. Data-Driven Improvements
Automation generates valuable operational data. Facilities can use this information to identify inefficiencies, track resource use, and anticipate maintenance needs. Recore’s systems provide the data tools necessary to continuously improve manufacturing and food production processes.
5. Worker Productivity and Safety
By handling heavy loads, repetitive motions, and hazardous processes, automation reduces workplace injuries and frees employees to focus on higher-value tasks. This creates safer environments and maximizes the productivity of every team member.
Recore’s Automation Services for Manufacturing and Food Facilities
Raw Material Handling
In food facilities, raw material handling must be both efficient and hygienic. Recore designs systems that move and manage ingredients safely, reducing waste and preventing contamination. In manufacturing, our systems optimize the flow of raw goods and parts for smooth operations.
Custom Automation
Every facility has unique needs. Recore designs tailored automation solutions that fit specific production requirements, whether that is handling perishable ingredients in food facilities or integrating robotics in manufacturing environments.
Drive Systems
Efficient drive systems are at the heart of reliable automation. Recore provides systems that control motors with precision, reducing energy costs while maintaining the speed and accuracy needed for modern production.
Batch Weighing and Pressure Management
Batch weighing ensures food facilities meet strict quality standards, while pressure management systems maintain safety in both food and manufacturing environments. These automated controls reduce errors that could lead to compliance issues or costly downtime.
Data Generation
Our systems do more than run processes. They capture valuable data that managers can use to improve efficiency, predict equipment failures, and identify areas where processes can be optimized.
Machine Integration and Commissioning
Facilities often run equipment from different manufacturers. Recore specializes in integrating new and existing machinery into one seamless system. Our commissioning services confirm that every system works correctly before operations begin.
Applications in Manufacturing Facilities
Automation in manufacturing facilities improves efficiency at every stage of production:
- Assembly Lines: Robotics and integrated controls increase speed and accuracy.
- Material Handling: Automated conveyors and lifts reduce manual labor.
- Process Control: Drive systems and data generation improve energy efficiency.
- Packaging and Distribution: Automation speeds up product readiness for delivery.
For manufacturers, these capabilities mean higher output, reduced costs, and improved competitiveness.
Applications in Food Facilities
Food processing requires accuracy, safety, and compliance. Automation plays a critical role in:
- Ingredient Handling: Automated systems reduce contamination risks.
- Batch Weighing: Ensures consistent recipes and product safety.
- Temperature and Pressure Control: Critical for both product quality and regulatory compliance.
- Packaging: Automated packaging speeds up distribution while maintaining hygiene standards.
Recore’s automation services give food facilities the reliability they need to meet demand while maintaining consumer trust.
Why Choose Recore for Automation?
Recore is not just an integrator. We are a trusted partner with decades of expertise in automation and control. Our team understands the challenges faced by both manufacturing and food facilities, and we deliver solutions that prioritize safety, compliance, and efficiency.
Working with Recore means:
- Access to highly skilled engineers and technicians.
- Tailored solutions that address unique facility challenges.
- Support from initial service through complete system commissioning.
- Systems designed to meet current needs while adapting to future growth.
Looking Ahead: The Future of Automation in Manufacturing and Food Facilities
Automation will continue to expand in both sectors. The rise of smart sensors, robotics, and artificial intelligence will further transform how facilities operate. Manufacturing will see greater efficiency and customization, while food facilities will benefit from enhanced safety and transparency in production.
Recore remains committed to staying ahead of these advancements, helping facilities adopt cutting-edge automation that drives both reliability and innovation.
Conclusion
For manufacturing and food facilities, industrial automation is more than a tool. It is the backbone of modern operations, ensuring consistency, safety, and competitiveness. From raw material handling and batch weighing to machine integration and commissioning, automation supports facilities in meeting today’s demands and preparing for tomorrow’s challenges.
Recore delivers the expertise and services needed to build smarter systems. Whether your facility requires service support or full process design and integration, Recore has the experience to handle every control and automation need.